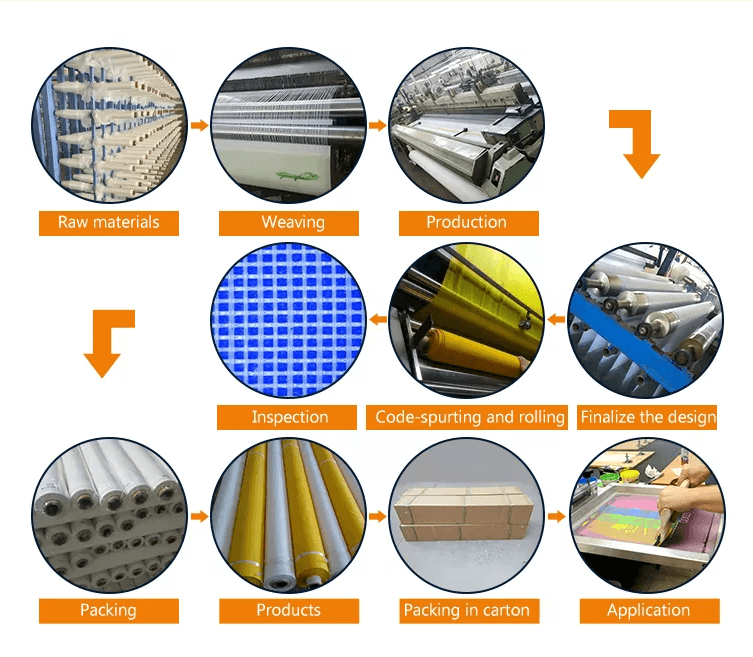
Screen printing mesh is import supplies in screen printing process, screen printing mesh allows for superior ink transfer compared to static mesh due to the wider mesh opening. The thinner thread also releases from the ink much more readily. As a result, you need lower squeegee pressure to get the ink to clear the screen. Lower squeegee pressure also means less ink is driven into the shirt and instead stays on top of the fabric. This directly impacts the opacity of your print. Resulting in a brighter and softer ink deposit. Polyester screen printing mesh can apply in Ceramic printing, Glass printing, Large poster printing, Membrane switches printing, PCB printing, Packing printing, Screen printing, Textile printing, T shirt printing, Image printing, Medical equipment printing and so on.
Features:
100% Monofilament Polyester
Improved high tension
Uniform & Low-Elongation
Wear abrasion resistance
Excellent ink permeability
Longer stencil-lifetime
Reducing production cost.
Faster tensioning without damage to the threads.
Faster tension stabilization.
Higher tension threshold and breaking point
Less tension loss during the stretching process
Faster turnaround time from the screen room to the press room
Suitable for various sizes of screen printing frame
Parameter:
Material:100% polyester monofilament
Function:Screen Printing
Color: white,yellow,black
Thread diameter: 30-550 micron
Mesh Opening: 25-2000 micron
Thickness: 60-1100micron
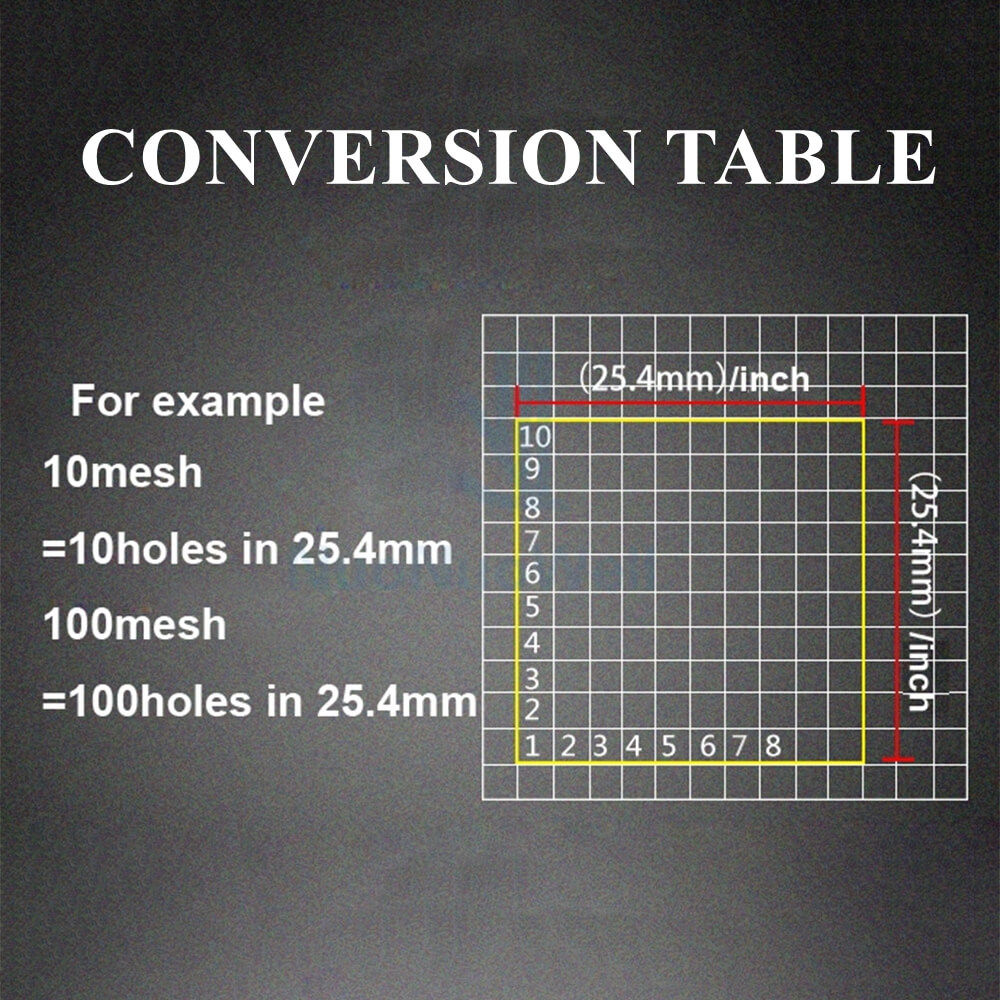
Mesh count: 15mesh-420mesh/ inch; 6T-165T( mesh per cm)
Common Width:100cm, 127cm, 145cm, 165cm, 220cm, 258cm, 305cm, 335cm, 365cm or customized
Length: 30m/roll, 50m/roll,100m/roll or customized
About Mesh
Polyester was introduced to the screen printing market over 40 years ago and quickly replaced traditional silk as the fabric of choice among screen printers all over the world. It is a material that is uniquely suitable for screen printing because of its tensile strength, elastic memory and resistance to chemicals, abrasion heat and moisture. There are 3 types of polyester fabrics used in screen printing and they are monofilament, low-elongation monofilament andmultifilament.
Most of today’s screen printers use monofilament polyester, but the traditional type is rapidly being replaced with “Low-Elongation” fabric, which brings many new benefits to the screen printing process. Here we mainly introduce low-elongation monofilament polyester fabric as this is what we are producing now.
Monofilament Polyester is woven from yarn that is extruded from heated polyester into a single strand. The extruded thread is the spun to a precise diameter. Conventional monofilament polyester screen fabric will elongate under tension: the higher the tension level, the more the thread can stretch. At excessive tension levels, the thread reaches its “plastic deformation” point, and the screen will no longer hold tension. Monofilament polyester is still suitable for non-critical printing applications. In recent years, however, it has been eclipsed by a new development in thread technology: Low-Elongation Polyester. Low-Elongation Polyester is what we are producing now in a wide range of mesh counts, and our products offers significant advantages over the traditional monofilament polyester.
Polyester monofilament is the best choice for textile screen printing.
Polyester is the most common for garment printing. Two different types of mesh weaves are available. Plain weave is a simple one-over/one-under pattern similar to a basket. This allows for a very sharp print when you are screen printingdetailed designs. Twill weave is a two-over/two-under pattern. This does not provide the sharp detail like the plain weave but it does allow for more ink to pass through the mesh at higher mesh counts. Most applications are best whenprinted with plain weave mesh.
Thread thickness is also very important. You may not realize it but many mesh counts that you order are available in different thread sizes. For example,43t mesh count is available in a thread thickness of 60, 80, and 100 microns. The 43t mesh count screen with 80micron thread best tension at (27 to 32 N/cm). the tighter screens for high-end printing , you also must consider the ink deposit between the different screens. Even though they are all 43tcount screens,they all have different theoretical ink deposits on different fabric thickness.
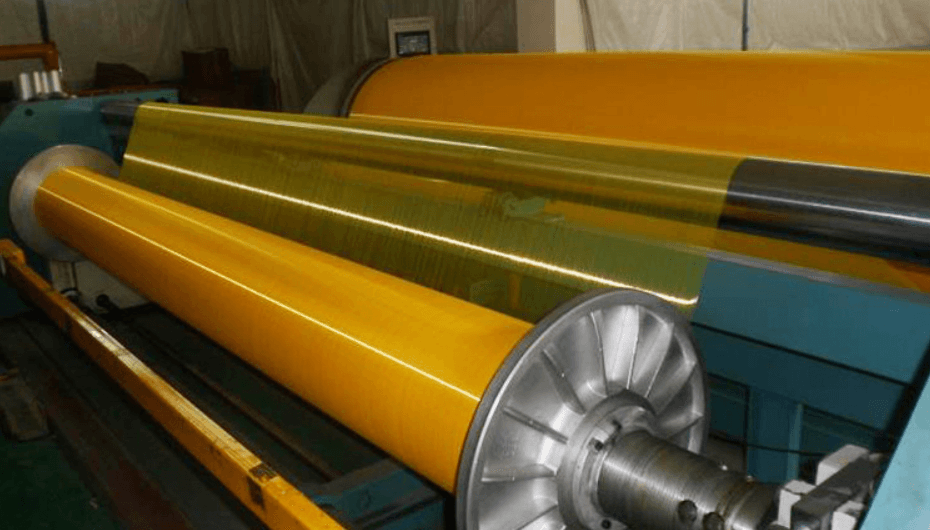
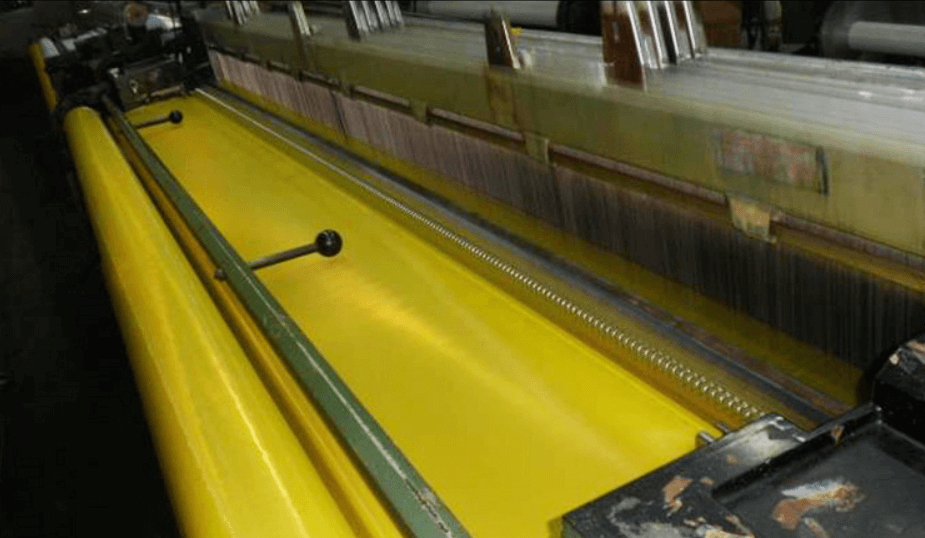
Mesh colour is also something to consider.
Customers often ask what the difference is between white and dyed mesh. White mesh has a tendency to refract light. This causes undercutting of your stencil and you can lose important detail. Yellow mesh reduces refraction because it reduces the travel of ultraviolet light. Dyed mesh will take a longer exposure time but it is a small price to pay when you could be losing fine lines and half-tones, so printing through meshes over 100T dyed mesh is preferred.
Using proper mesh tensioning procedures will allow for optimum print control and performance. It is important to understand that one definitive mesh tensioning level does not exist. Every mesh count, every thread diameter, and every thread material may tension at different levels.
Mesh count and Color-1.27 meter width
1 Meter Length 80M/32T White, 1 Meter Length 100M/39T White, 1 Meter Length 110M/43T White, 1 Meter Length 120M/47T White, 1 Meter Length 140M/55T White, 1 Meter Length 160M/64T White, 1 Meter Length 180M/72T White, 1 Meter Length 200M/80T White, 1 Meter Length 230M/90T White, 1 Meter Length 250M/100T White, 1 Meter Length 300M/120T White, 1 Meter Length 355M/140T White, 1 Meter Length 380M/150T White, 1 Meter Length 420M/160T White, 1 Meter Length 250M/100T Yellow, 1 Meter Length 300M/120T Yellow, 1 Meter Length 355M/140T Yellow, 1 Meter Length 380M/150T Yellow, 1 Meter Length 420M/160T Yellow